
三维刀具刃口钝化检测系统
HyperV-07
HyperV-07
测量对象 数控刀具(包括铣刀、钻头、刀片、齿刀及其他成形刀具)
测量内容
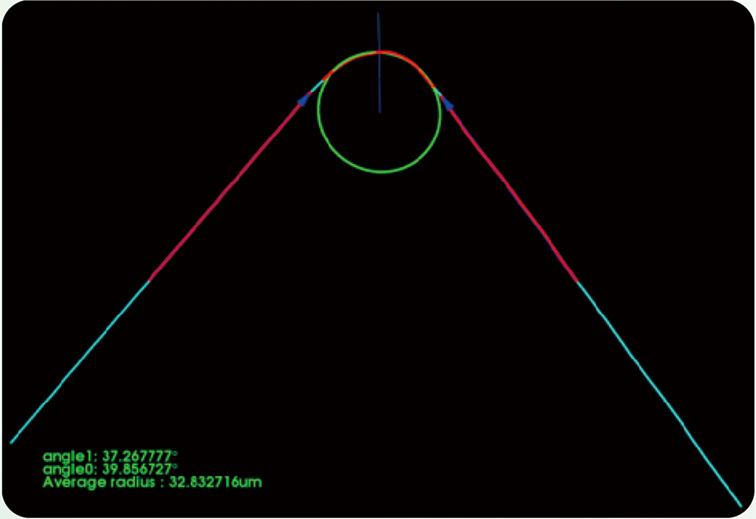
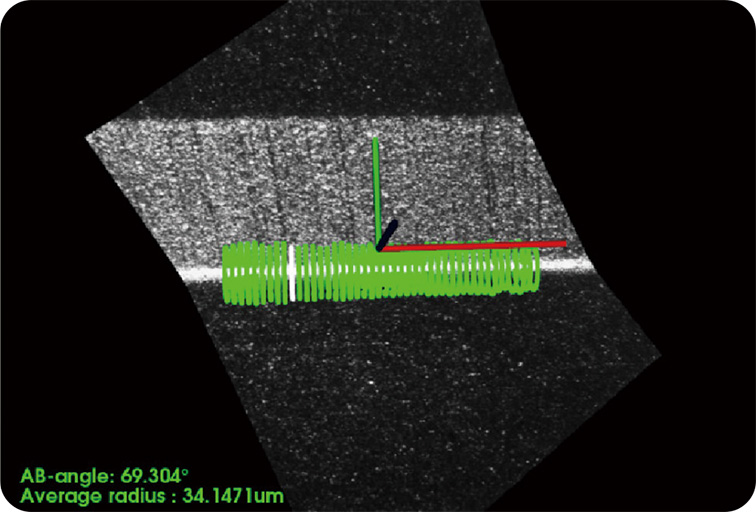
功能1 数控刀具刃口钝化半径测量
重复测量精度最高为 0.066um
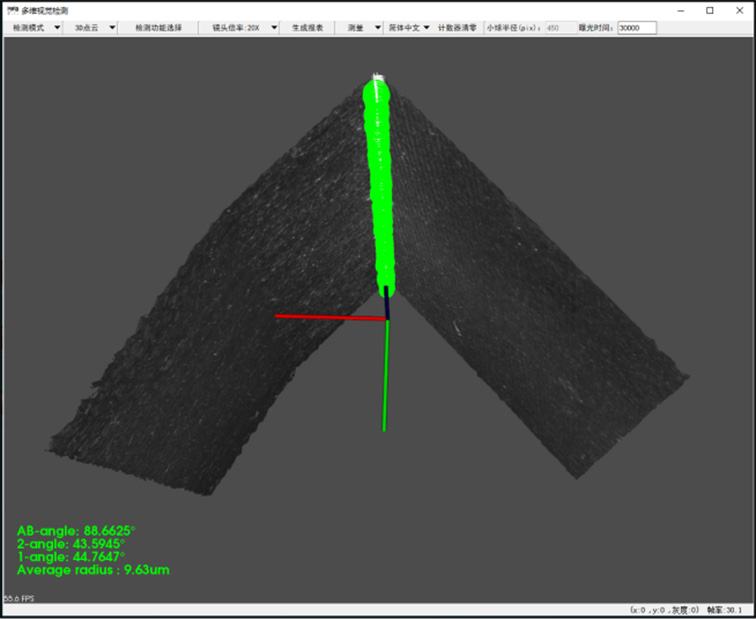
功能2 数控刀具刃口前刀面与后刀面夹角测量
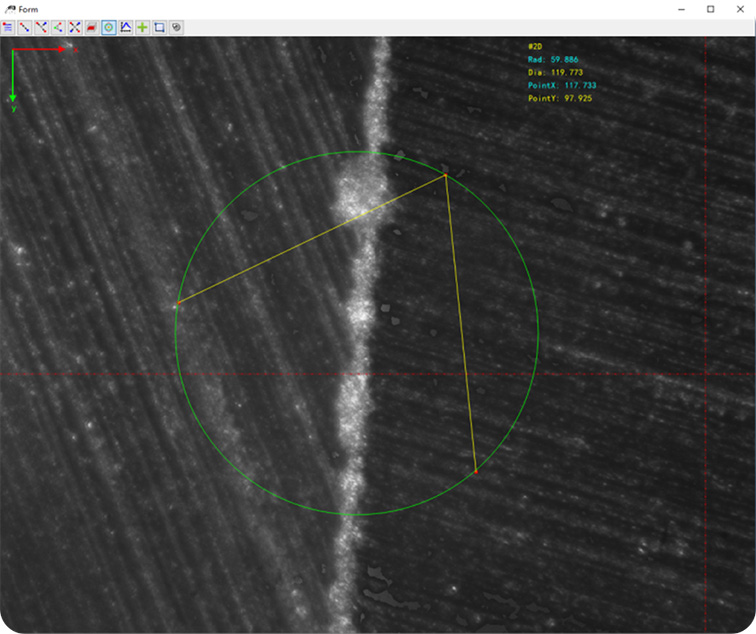
功能3 二维尺寸测量
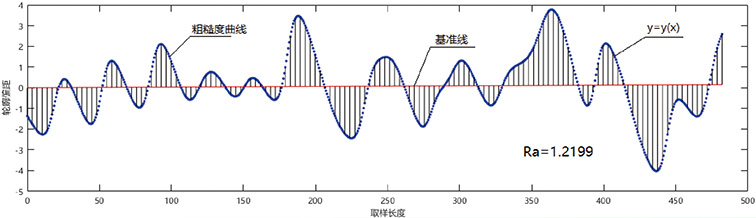
功能4 数控刀具刃口前刀面、后刀面粗糙度测量
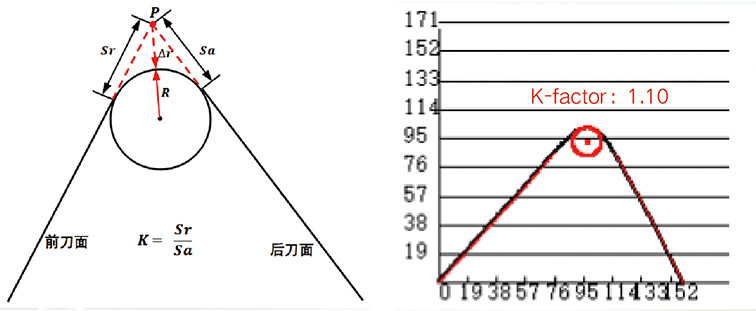
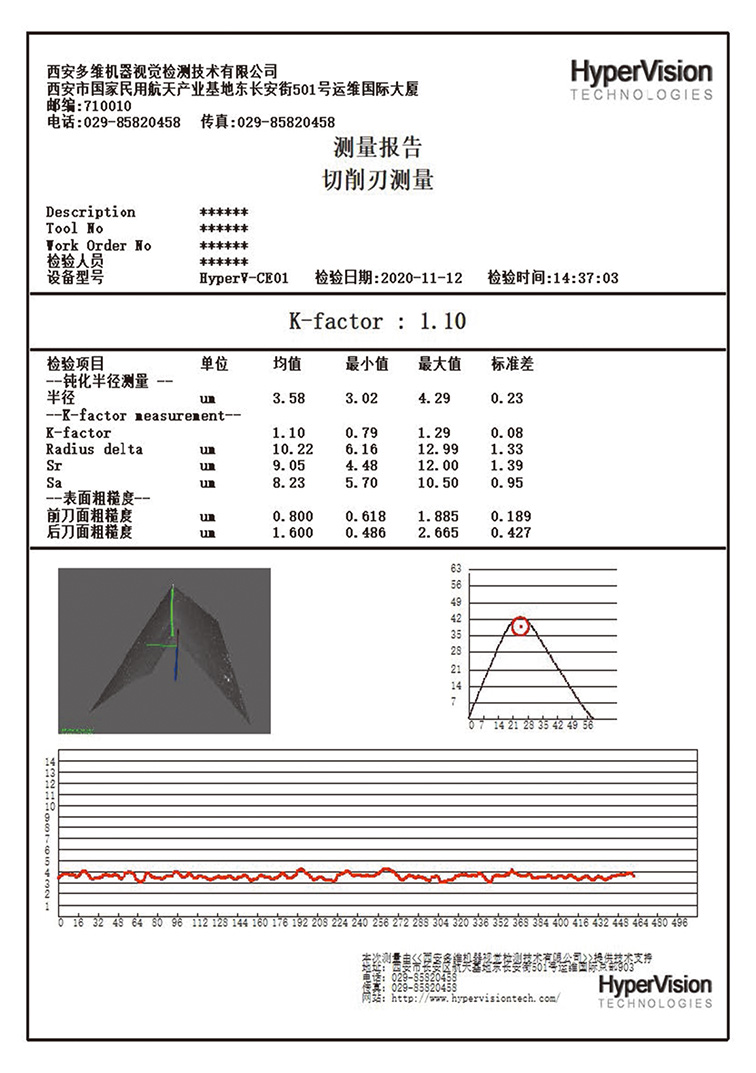
功能5 数控刀具刃口对称性分析(K-factor 测量)
R:钝化半径
K:形状因子,表征钝化后圆弧的具体形状当K为1时,理论刀尖点到前刀面和后刀面切线距离相等,刃口对称。当K大于或小于1时,刃口前刀面与后刀面不对称。
Ar:理论刀尖点P到切削刃最高点的距离,表征切削刃的削程度
Sr:前刀面到理论刀尖点P的距离。
Sa:后刀面到理论刀尖点P的距离。
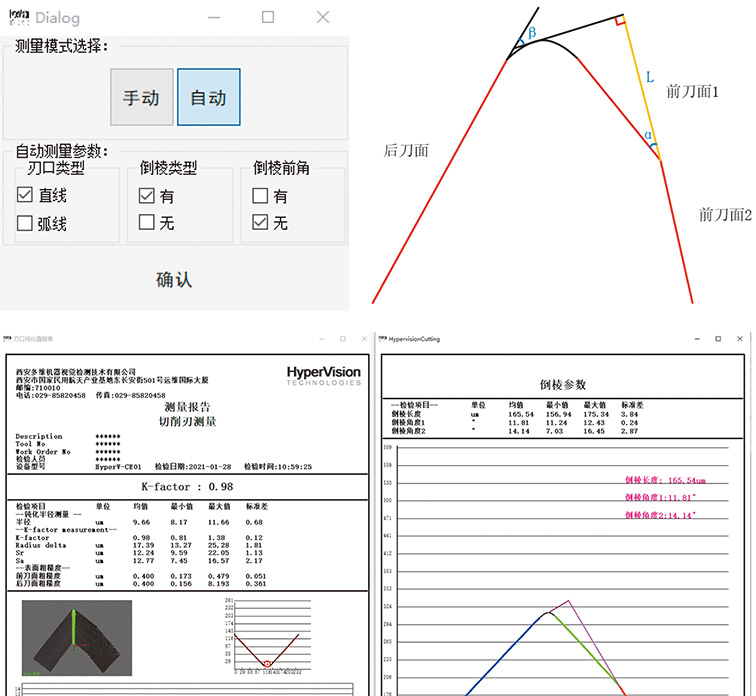
功能6 倒棱宽度及倒棱角度测量
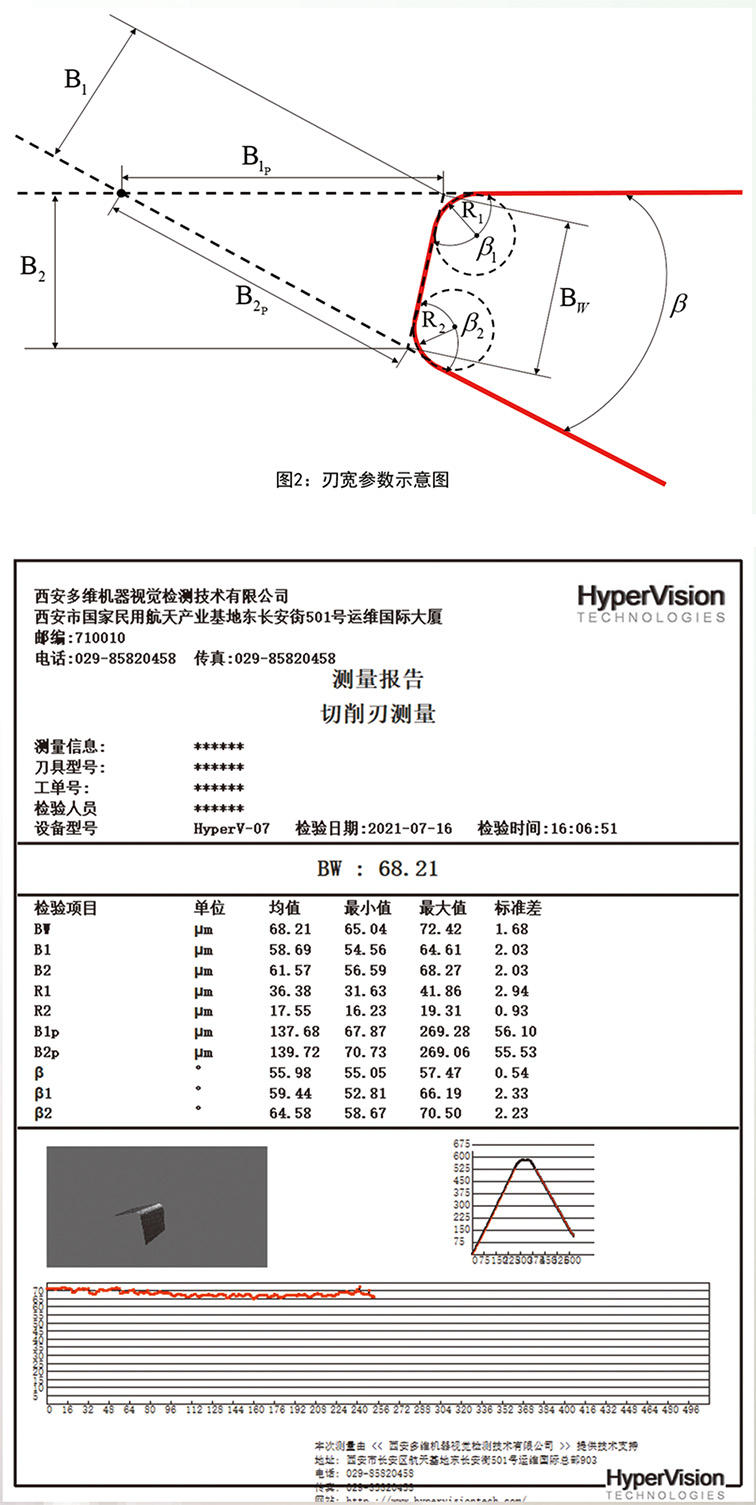
功能7 钻头刃宽测量
功能8 快速生成检测报告
特点1 非接触测量
特点2 微米级高精度
特点3 一键快速测量
扫描时间:最快2.5S
特点4 性价比高
相同精度下价格低,节约前期成本投入好钢用在刀刃上

特点5 适配性强
适用于铣刀、钻头、刀片、插齿刀、滚齿刀及其他复杂成形刀具。用户可以根据测量值进行刃口的评估和加工工艺改进
特点6 超景深技术
采用超景深技术可获得所测刀具的全聚焦图像
特点7 高光铣刀测量
采用自主研发的AI智能算法,解决了高光刀测量时反光的难点

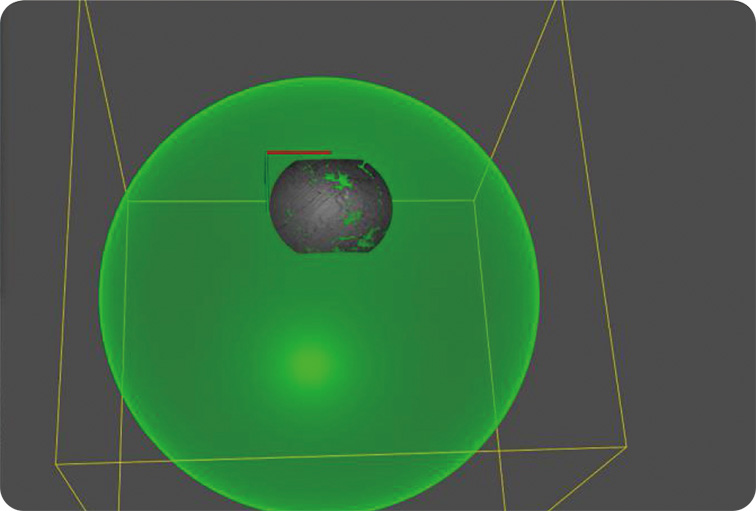
特点8 系统标定
采用高精度小球定期进行测量精度标定,标定流程简单,用户可以快速掌握
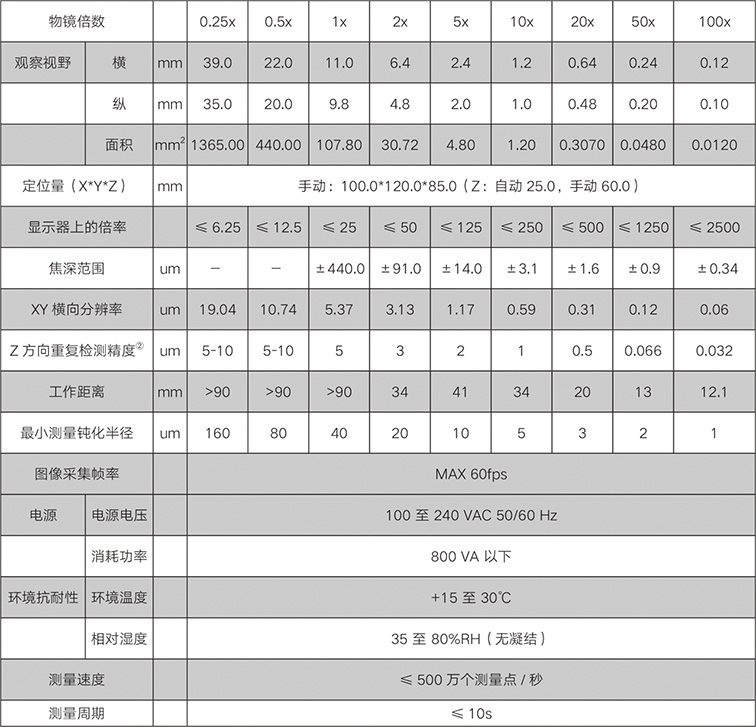
HyperV-07技术参数
测量对象 数控刀具(包括铣刀、钻头、刀片、齿刀及其他成形刀具)
测量内容
功能1 数控刀具刃口钝化半径测量
重复测量精度最高为 0.066um
功能2 数控刀具刃口前刀面与后刀面夹角测量
功能3 二维尺寸测量
功能4 数控刀具刃口前刀面、后刀面粗糙度测量
功能5 数控刀具刃口对称性分析(K-factor 测量)
R:钝化半径
K:形状因子,表征钝化后圆弧的具体形状当K为1时,理论刀尖点到前刀面和后刀面切线距离相等,刃口对称。当K大于或小于1时,刃口前刀面与后刀面不对称。
Ar:理论刀尖点P到切削刃最高点的距离,表征切削刃的削程度
Sr:前刀面到理论刀尖点P的距离。
Sa:后刀面到理论刀尖点P的距离。
功能6 倒棱宽度及倒棱角度测量
功能7 钻头刃宽测量
功能8 快速生成检测报告
特点1 非接触测量
特点2 微米级高精度
特点3 一键快速测量
扫描时间:最快2.5S
特点4 性价比高
相同精度下价格低,节约前期成本投入好钢用在刀刃上
特点5 适配性强
适用于铣刀、钻头、刀片、插齿刀、滚齿刀及其他复杂成形刀具。用户可以根据测量值进行刃口的评估和加工工艺改进
特点6 超景深技术
采用超景深技术可获得所测刀具的全聚焦图像
特点7 高光铣刀测量
采用自主研发的AI智能算法,解决了高光刀测量时反光的难点
特点8 系统标定
采用高精度小球定期进行测量精度标定,标定流程简单,用户可以快速掌握
HyperV-07技术参数




